
Electric vs. Pneumatic Agitators: What Makes Sense?
When determining the need for an agitator, says Mike Elberson from Autoquip, you must look at budget versus long-term energy conservation.
#asktheexpert #energy
Share
Q: We are looking to improve process and save energy as we explore our options with electric versus pneumatic agitator technology. How do we determine what’s best for our processes?
A: Agitators often account for more than 50% of the consumed air on a finishing system and include lower efficiency vane-type pneumatic motors, high-efficiency piston-type pneumatic and also electric solutions.
Featured Content



When trying to determine the need for an agitator, coaters must look at budget versus long-term energy conservation. The decision should also take into account if the installation of the agitator system is new or if it will be replacing an existing motor on a tank or pressure pot.
For stationary applications, electric agitation can provide a highly energy-efficient process solution. Start with an approved electric motor with speed control and add the necessary gear-reducing transmission, couplings, shaft and blades to keep the coating mixed, install the equipment, power up and go. The difficulty with electrics arises when the paint container requires agitator removal. Electric agitators are typically heavy and require specialized immobile wiring techniques. Supplying an electric motor for an “in barrel”-style agitator system is impossible without some type of counterbalance or lift system. Pressure pots require lid removal and are not easily adaptable to an electric drive without a lift.
The cost of introducing electric agitators into an existing mix room can be substantial, plus adding hazardous-duty — or explosion-proof — motors are more expensive. This system requires an adjustable speed control similar to an inverter-style drive and installation must use appropriate equipment meeting local and NEC standards also described in NFPA 33. The budget price for a stationary electric agitator system in existing rooms is $5,000-7,500, with the price doubling to add a lift for the mobile system.
Electric Motor Efficiency
The torque required to stir a 55-gallon drum of a material with a viscosity of 25 seconds in a Zahn #2 cup is less than 25-inch ounces of torque. Electric motor efficiency is typically better than 95% and inverter-style speed control efficiency is more than 90%. This results in a power consumption of less than 250 watts to stir the above material in a full 55-gallon barrel. When using an inverter drive for speed control and a gear-reduced motor, mixing speeds can be closely maintained. This translates into a low-cost alternative to operate.
Legacy pneumatic agitation systems use an ultralow, efficient vane-style pneumatic motor with a gear-reducing transmission to stir liquids. The vane motor requires a high rpm to develop a suitable amount of torque. Typically, mixing blade speeds of 30-300 rpm provides foamless agitation for most coatings. The high rpm vane motor is gear reduced to obtain the lower required mixing speeds. To obtain speed control, a needle valve at the vane motor inlet is used for adjustment.
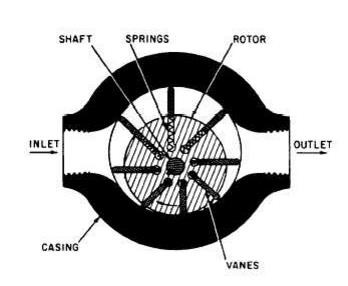
Figure 1 - typical vane motor design
The design of the vane air motor (figure 1) introduces a lot of high wear points. Composite material vanes are spring-held in an offset rotor against a housing to form an air seal. Compressed air is funneled through the motor, forcing the larger area vanes to turn toward the outlet, creating rotation. The vane area is small, requiring high rpm for appreciable torque. The high rpm produces friction and heat, thus quickly wearing the vanes which, in turn, reduces efficiency.

Graph 1 - vane motor air consumption graph
As shown in graph 1, vane air motors do not reliably rotate below 300 rpm. Quick loss of efficiency in the vane motor reduces the available torque at low-motor inlet pressures. After a few hours of operation, vane motors will tend to have more difficulty starting at low psi inlet. Due to the need to increase the psi to start the motor, the motor rpm will be excessive for most materials. A gear-reducing 10:1 transmission is often added to the vane motor to convert high rpm to a more process-friendly output. A typical mixing blade rotates at 100 rpm, which requires the vane motor to spin at 1,000 rpms when using the gear reducer.
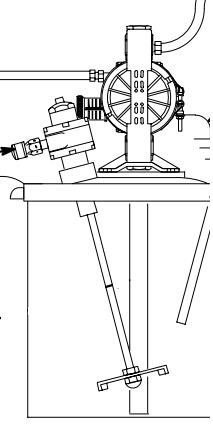
Figure 2 - direct drive motor with small propeller
The air motor will consume more than 12 scfm when new and more scfm will be required after a few days of operation. If the gear reducer is omitted, a small propeller (figure 2) is driven at high rpms directly from the motor, creating a small vortex in the pail to blend the liquid.
Piston-Style Pneumatic Motors
Recent developments in piston-style pneumatic motors offer users near electric motor energy efficiency and vastly better mounting options. Unlike the vane motor, the piston motor develops the highest torque at low rpms reducing heat and wear, and eliminates the need for the 10:1 gear reducer. The design employs several energy-saving concepts, including low-wear friction surfaces and a unique high-efficiency rotary control valve (graph 2 & 3).

Graph 2 - typical AQ piston air motor torque 50 psi

Graph 3 - typical AQ piston air motor air consumption
For example, a 0.42 hp vane-type air motor runs much faster than the AQ cylinder-type air motor. Using a 60 psi at 700 rpm, the vane air motor uses approximately 9.5 cfm. Comparing the AQ cylinder type at 50 psi at 500 rpm uses approximately 1.9 cfm. Using an energy cost of $0.12/kW average cost to run a plant air compressor and using a 150 HP compressor, the savings realized can be up to $2,500 per year per motor. Utilizing the piston-type pneumatic motor in the agitation system eliminates the need for a gear reducer, and removing the gear reducer component from the system improves the loss of efficiency and reduces the added lid weight.
Ergonomically, the piston agitator motor offers advantages over vane or electric. At less than 9 lbs., the piston-type air motor is lighter than most vane motors, not including the 10:1 gear reducer system. The piston type air motor can be easily adaptable to most pressure pots, day tanks and barrel systems. The installation can be accomplished by plant maintenance personnel with normal hand tools.
Similar to the vane motor, the piston motor can be controlled by a simple needle valve. Due to the low air consumption of the piston-type motor, a multiturn needle valve can provide finer control.
Mike Elberson is president of Autoquip Inc. Visit aqautomation.com.
RELATED CONTENT
-
Developments and Trends in Powder Coating
New solutions for powder coating centers combine powder preparation, conveyance, dosing and color changes into a fully automated, closed system.
-
Blistering Defects and How to Avoid Them
Verney Denerville of TIGER Drylac discusses recommendations for avoiding or mitigating blistering defects in powder coatings.
-
Removing Cured Powder Coatings
Question: What methods are available for removing cured powder coatings, and what are the pros and cons of these methods?













