
How to Select the Right Flap Disc
Consider these five variables to determine what fits your application.
Share
Read Next

Over the last decade, flap discs have been the fastest growing abrasives category in metal fabrication. From a product performance standpoint, they offer fast stock removal and provide grinding, blending and finishing with one product, for a lower total cost. Flap discs also feature cooler cutting with less gouging and burning.
From an operator’s viewpoint, flap discs are preferred for several reasons. The discs are lighter weight, easier-to-control and require less downtime for product changes. Operators also favor the reduced vibration and resulting fatigue, as well as reduced noise that they offer.


With all the benefits afforded by flap discs, it is important to know how to select the right one by understanding all the variables and how they apply to your metal fabricating application.
Flap Disc Shape
Because flap discs are used almost exclusively on right-angle grinders, they are designed with a hub that enables work to be done on the face (flaps). The flaps can be applied to the work at an angle or flat. The shape of the flap disc, whether conical (Type 29) or flat (Type 27), provides different performance features, as illustrated in Figure 1.
Figure 1
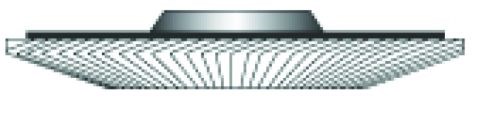
Type 29 Conical
Best for aggressive stock removal
• Conical flap discs have angled flaps and may be used on both contoured and edge work.
• The angle provides greater surface contact for stock removal on flat surfaces.
• The best choice when speed and stock removal are primary considerations.

Type 27 Flat
Best for finishing
• Used primarily on flat surfaces.
• The best choice for blending and smoothing finishing.
Flap Disc Backing Plate Material
The second major question to address when selecting a flap disc is what type of backing plate you should use (Figure 2). All flap discs are a combination of abrasive flaps adhered to a rigid backing plate. It is the backing plate that provides stability during operation, and they are available in three different material types:
Fiberglass backing plates help to absorb vibration and are consumed during use with no smearing. Fiberglass is the most popular material because of its high strength and light weight.
Plastic backing plates are becoming more popular due to their conformability as well as the fact that they are trimmable, which allows more use of the flaps, especially for blending and finishing. (To view a video on how to trim plastic backing plates, visit hpmvideo.saint-gobain.com/wsi-ab- sga-na/video/trimmable_backing.mpg.)
Aluminum backing plates are the least- popular but are well-suited for applications that demand extra-high strength and rigid support. While not consumable during use, an aluminum plate can be recycled.
Abrasive Flap Densities
The quantity, angle and spacing of the flaps on the backing plate can vary substantially. This is referred to as the density of the flaps. It is important to match the flap density with your application, if possible, to achieve the best results (see Figure 3).
Abrasive Grit
Probably the most important criteria are the type of abrasive on the flap and the appropriate grit size. For metalworking, there are three primary abrasive types:
Ceramic alumina—The latest innovation in abrasives, this grain micro-fractures to enable a continuous supply of the sharpest cutting edges. This provides the fastest cut as well as the best utilization of the entire grain for the longest life, especially on stainless or high-alloy materials
Zirconia alumina—This is an excellent blend of zirconia and aluminum oxide grain that provides a very good cut rate-to-cost ratio. This is a very good choice for carbon/mild steel applications.
Aluminum oxide—The original metalworking abrasive, this product is recommended for smaller jobs where a consistent, low-cost product is needed.
Grit Size
Grit size is the final component you need to select to match your application. The grit recommendation chart (Figure 4) can assist in selecting how coarse or fine you should go.
Flap discs are a versatile solution for most metal fabrication applications. Understanding the five variables outlined here will help you pick the correct one.
Most manufacturers offer a broad stock line of 4 to 7 inches to fit all popular right-angle grinders. Some also offer custom manufacturing of flap discs to meet specialized or high-production applications. Your sales representative should be able to help you understand the total line available to you and provide you with the best grinding, blending and finishing solution for your metal fabrication application.











Related Content

How Cryogenic Deflashing Improves Injection Molded and Die-Cast Parts Finishing
Cryogenic deflashing is a quick, repeatable and cost-effective method for removing a common molding defect known as flashing from part surfaces.
Read More
Engineering With Impact: Shot Peening’s Expanding Role in Aerospace
From landing gear to next-generation aircraft components, this advanced surface treatment safeguards against extreme conditions and pushes aerospace materials to new limits.
Read More
Understanding Shot Peening
A look inside shot peening — a process of “hammering” of work pieces with precisely defined blast media.
Read More
Engineered Shaped Grain Abrasives Take Grinding Productivity to New Heights
Unique three-pointed curved grain approach offers advantages for tough grinding applications.
Read MoreRead Next

Alkaline Cleaning Guide
Gregg Sanko, Senior Chemist, Oakite Products, Inc. provides an overview of the alkaline cleaning process.
Read More
The Best Tape for High-Temperature Applications
High-temperature tapes are designed with maximum heat ratings indicating the highest temperature they can withstand for a very short time.
Read More