

Share

Coating line for plastic components with modular design, individually adapted. Here with loading and unloading station, CO2 cleaning, high-performance dedusting/ionization, gas flaming, spray-coating, evaporation zone, IR drying, UV curing; circulating air drying. Photo | Venjakob
Venjakob Maschinenbau GmbH Co. (Rheda-Wiedenbrück, Germany) recently released a case study for a modular coating line concept for plastic components that allows the individual machines to be equipped according to requirements, which can be upgraded with additional functions at any time.
The overall system concept is presented as an example of what modern coating lines can achieve. Plastic parts are painted and dried using wet paint systems. The individual machines — from pre-treatment to painting and drying — were equipped with optimized individual equipment and assembled to form a complete finishing line. Traditional 1-component and 2-component solvent and water-based lacquers and UV lacquers can be used.
Featured Content



The complete system can be configured with the following modules:
- Cleaning modules: CO2-cleaning, high-performance dedusting/ionization
- Activation modules: flame, plasma, UV
- Coating: Spray booth
- Drying: flash off zone, infrared dryer, UV curing system, circulating air dryer, cooling zone
- Fresh air supply: supply air system, full air conditioning
- Exhaust air purification: exhaust air purification systems RTO, TI
The planning of the production line was focused on high variability in the use of the machines used. Particular focus was given to the spray coating process and the advantages of the modular design are evident in the spray coating machine. Color changes, can be carried out simultaneously to production with minimal transport downtime.
The systems central control panel enables a flexible interaction of all individual components. Each product receives its own recipe. Each color can be prepared parallel to the running production and quickly activated.
The system allows for the collection of data about the processes, the productivity of the system, and wear and tear, enabling consistent production quality, logistical planning and plant maintenance.
Operation of the Modular Coating Line
1. Material handling
At the infeed of the machine, the components, which are on specific part skids, are placed in a horizontal position on the pallet conveyor and later removed as a finished component at the same place. If a coating on the reverse side of the workpieces is desired, an optional turning device can be installed for this purpose.
The conveyor chain of the pallet conveyor travels at a constant speed through all system components. This has been programmed specifically for the flash off drying sections to achieve the desired cure and holding times. The pallet conveyor allows for space-saving system concepts such as a tall dryer, which uses the space in height instead of expanding in length.

Contact-free cleaning of workpieces with CO2. Photo | Venjakob
2. The pre-treatment of the components
The upstream contact free pre-treatment removes contamination from the workpiece surfaces by means of liquid CO2. Downstream follows a high-performance de-dusting/ionization unit with consumption-optimized, rotating blow-off nozzles. The raised particles are removed by an efficient suction system. Cleaning is followed by neutralization of the static surface charge of the workpieces by means of an ionizing system. The workpieces leave the pre-treatment in a clean and charge-neutral condition.
3. The activation of the components
A surface activation for better wettability by flame, plasma or UV could be a next step in pre-treatment, preparing the plastic workpieces for the absorption of the coating material.

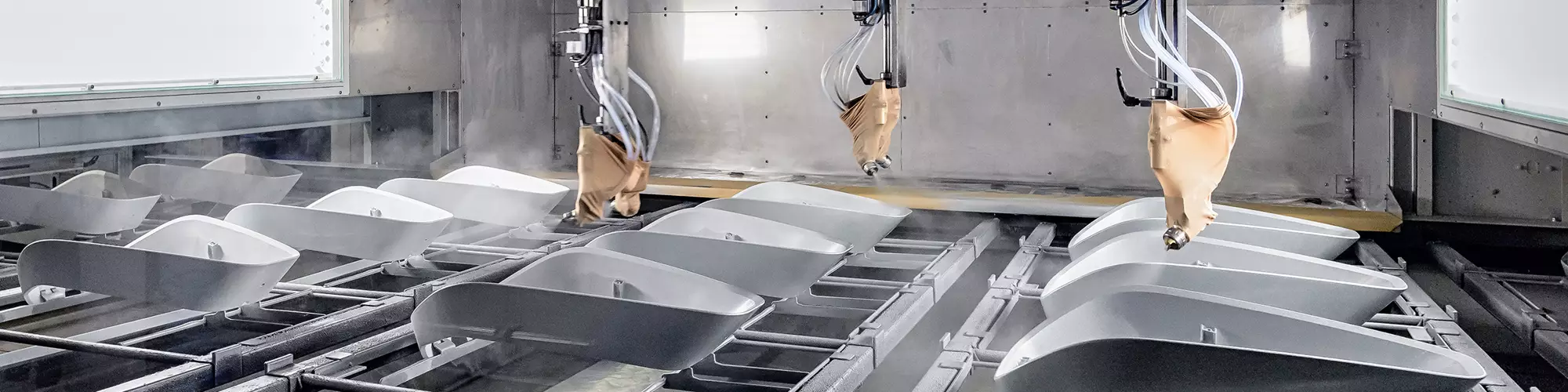
The spray coating machine allows for automated color changes. Photo | Venjakob
4. Spray painting
The spray coating machine conveys the workpieces on workpiece carriers beneath the spray guns, which move crossways to the running direction. Paint is applied in a continuous flow without stopping. The machine can be equipped with an automatic color change system.
The workpieces are detected on the inlet side by a workpiece scanner and the machine control system generates a consumption-optimized spray-painting program for each installed spray gun.
The supply lines between the system and the spray guns have been kept short to avoid unnecessary paint losses during rinsing. A suction system adapted to the application, in combination with a fresh air supply, enables removal of the overspray.
5. Drying process
The subsequent flash-off zone is designed lengthwise for the painting process and the related coating speed. It is also possible to integrate infrared drying into the flash-off zone. A UV curing system can be added downstream, using a robot that moves at right angles to the conveying direction. The following circulating air dryer is designed for six levels and is easily accessible for cleaning and maintenance purposes by means of movable dryer elements. The drying time and the related size (length) of the dryer is adapted to the painting process. There is a cooling zone below the system. There the components are conveyed back to the infeed of the coating line.
6. Fresh air supply
The supply of fresh air is independent of the production facility. The supply air systems suck in air from outside, filter, heat and humidify it according to the climatic conditions of the paint systems to be processed. At some locations and when using miscellaneous lacquer systems, full air-conditioning of the supply air is a prerequisite for maintaining constant climatic conditions during coating all year round.
7. Exhaust air cleaning
The purification of organic solvents from the exhaust air of the entire system is ensured by an exhaust air purification technology from Venjakob Umwelttechnik (Sarstedt, Germany). This is adjusted and designed to suit the solvent consumption and the exhaust air volume. Different technologies such as regenerative thermal oxidizers and thermal oxidizers are used here, if necessary, in combination with a concentration rotor. In this way, the strict limit values of the international air treatment guidelines, such as the European VOC, can be complied with.
RELATED CONTENT
-
Drivers of Change
Is your metal finishing software ready for an upgrade?
-
Zinc Phosphate: Questions and Answers
Our experts share specific questions about zinc phosphate and pretreatment
-
Paint Application Methods
An overview of spraying, dipping, flow coating, and everything in between.












