
Robotic Process Development for Finishers
Norton | Saint-Gobain’s new Abrasive Process Solutions (APS) lab offers path to automation for mechanical finishing processes.
#Industry40
Share

Norton’s Abrasive Process Solutions robot system. All images: Norton | Saint Gobain
It wasn’t that many years ago that as a young superintendent of a large metal finishing operation I was asked to “find a way to finish our parts without so much physical labor from our operators.” Keep in mind, at this time the use of armature robots was limited to the automotive industry and mostly seen in welding operations; certainly not in fine finishing operations where it seemed that the capability of highly skilled finishers was the only option.
When it came time to create these new automated systems, there was the choice to do it yourself and follow the trial and error method, or find a system integrator that was willing to take on a big project. The approach of creating new processes that followed the current hand finishing steps, but did it in a way that actually improved the process by becoming faster, easier, or lower in cost was difficult and time consuming. Many integrators didn’t have the time or resources to deliver the desired results. Nevertheless, we pushed on.
Featured Content



Fast forward to 2021. Once again finding and retaining skilled personnel to perform many of the metal finishing processes in North America is a challenge. We often hear this from organizations that perform some type of surface finishing processes. From heavy grinding to deburring, to fine surface finishing, shops are being pressed for high quality and quantity output in order to keep up with demand. All this, while in many industries and many parts of the country, finding people that want to take on these physical and often dirty jobs, seems to be an unreachable goal.
Where do shops go for help in trying to automate their processes or begin a proof of concept and be able to show justification for this move?
These companies now have an alternative with the robotic process development system at Norton │ Saint-Gobain’s new Abrasive Process Solutions (APS) center located in Northborough Massachusetts. This robotic- based system is designed specifically to assist the surface finishing industry in performing various Proof of Concept activities that explore what’s possible through the use of nearly any abrasive product on the market today, as well as future products.
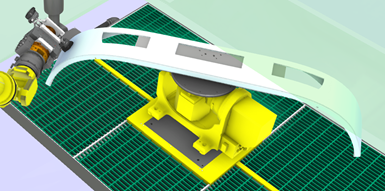
A programmable FANUC Pivot head with 360° rotation and 180º tilt capability allows for media to part processing.
Norton │ Saint-Gobain’s lab features a FANUC robot at its center to allow the APS Team to perform processes using large or small parts. The force sensor capable robot is used in a dual capacity role, meaning that it is fitted with an end-of-arm gripper to allow for media to part processing, as well as ATI tool changers that allow the use of traditional hand tools to perform the media to part processing. These tools range from a powerful PushCorp servo spindle motor running at 0-10,000RPM/15HP and capable of holding various radial abrasive tools such as superabrasive wheels, bonded wheels, cut-off wheels, flap wheels, Norton’s Fixed Abrasive buffs and other radial products that require high levels of speed and/or force to achieve the best results. This spindle is mounted on a compliance device so that the APS Team can control the amount of consistent force that the process requires. On a separate module, a Servo Spindle motor at 0-15,000RPM/3HP is available for the use of smaller, lighter abrasive processes such as flap discs, flap wheels, cloth and paper discs, fiber discs, nylon abrasive coated filament brushes, small bonded and cut-off wheels and other radial types. Mounted on an active compliance device, the spindle motor allows for greater control of the force necessary to complete the process and prove that parts can be moved from manual to automatic.
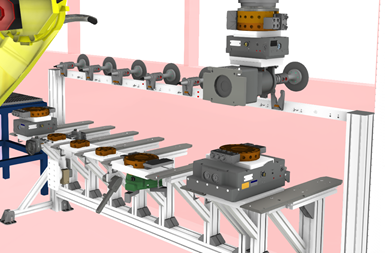
Norton’s pick spindle rack.
The tool rack also includes other traditional hand tools that can be used to show how effectively processes can be moved to robotic setups. Tools such as a Dynabrade Dynafile are set up for robot end-of-arm tooling. This tool is able to move the narrow abrasive belts to a part that is mounted on the programmable pivot table that is part of Norton’s APS System. A Dynabrade Jitterbug unit allows for wet or dry processing throughout the robot process. To round off the remaining tool rack is a dual head PushCorp orbital sanding unit. This allows customers interested in orbital sanding various sizes that can be used while collecting exact pressure and speed readings that can be communicated back to an end-user or system integrator. The fact that the APS robot system is set up to run in the traditional dry method but also able to run wet is very unique to the industry. Many end-users are told that they can run a process wet and get better results in quality, output or performance from the abrasives they are using. Norton’s new APS system is one of the few places where it is possible to prove this in side-to-side comparisons, regardless of the base material. With all the available tools and the ability to rotate even large parts on a programmable table, the APS system has no issues running large or small complex parts in either the dry or wet processes.
The overall setup of the tool rack offers nearly an endless approach to get processes from a current manual process to fully automated and in most cases able to improve cost point, quality and overall safety for operators.

Bottom head is a 40 HP motor for heavy grind/cut off.
The other side of Norton’s Abrasive Process Solutions robot system switches to a part to media set-up. By gripping the component in the gripper, it can then move to either one of the two finishing heads in the system. The first, a stack head has a lower spindle that has a 40 hp motor. This very powerful motor can be used to drive large superabrasive and diamond wheels, as well as bonded wheels and large cut-off wheels. When set up with a metal or hard durometer contact wheel, the head will also be able to be used on heavy gate grind-type operations. This helps show end-users a better, safer way to run the process without the need for manual operators. Often times one operator can control multiple robot systems.
The top head of the stacked unit is a powerful 5 hp motor that can be used directly on a contact wheel of choice or even on the slack of the belt set up. This can run up to a 4" wide belt of any type; coated, non-woven and specialty belts. The shaft can also drive any type of radial product up to an 18" diameter, including abrasive flex drum-type flap wheels. Both of these spindles can be used dry or wet, allowing the processing of nearly any type of based metals and material coatings.
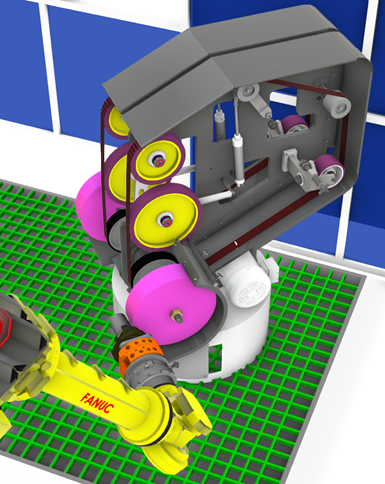
A pivot head allows for the processing of unusual shaped components.
The second head in the part to media side of the system is a unique side-by-side finishing head that has a programmable pivot option for the base. This option allows for the processing of unusual shaped components since the head can rotate at the same time that the armature robot moves, allowing for greater accessibility. This head has the ability to run two belts simultaneously, using different grits, grains and backings. Various types of contact wheels including rubber, foam or cloth, in different types of set-ups from serrated or plain dyna-flexes (CRC Version). These contact wheels are mounted on a pneumatic floating spindle to allow for various pressure settings during the point of contact. For belts, as well as any other portion of the APS system, it is set up with variable speed capability to show the value of being able to vary the speed during the process.
A unique tri-wheel set-up allows the robot to utilize the free belt portion of the head showing end-users the ability to go from contact wheel to free belt adding more advantages in grinding of complex part designs.
Through improved engineering, the side-by-side portion of the head is designed to hold various radial abrasives up to 4" wide on either side of the belt units. This could be Rapid Finish convolute wheels, unified wheels, coated abrasives or non-woven flap wheels, or radial brushes. The APS robotic system is also set up for a low compound liquid abrasive system for use with Fixed Abrasive Buff type wheels.
With North American manufacturing seeing major boosts in demand for products, Norton’s Abrasive Process Solutions robot system can help the medium-to-small manufacturing groups find a path to robotic automation. The APS team will be setting up labs for the last quarter of 2021 and into early 2022.
For more information visit nortonabrasives.com or email Mike Shappell at mike.d.shappell@saint-gobain.com.
RELATED CONTENT
-
Buffing & Polishing: The Need for Speed
The correct peripheral speed is an important consideration in getting the right results from your buffing operation. A buff that is turning too fast or too slow may result in damage to the buff or to the workpiece.
-
Choosing Abrasive Compounds
Abrasive compounds for finishing a range of applications from prime automotive to painted cabinetry to composites.
-
How to Maintain Vibratory Finishing Media
Vibratory finishers and vibratory media require cleaning and maintenance to function properly. Here are tips to keep yours running well.












