
Fixing Excessive Brightener Consumption From Dull Work In Alkaline Non-Cyanide Zinc
Although great strides have been made over the last 30 years in the development of alkaline non-cyanide zinc processes, Asterion’s Graham Torr says not all “modern” systems are created equal.
#asktheexpert
Share
Q. During the summer months as the temperatures have risen in the plant, we’ve been seeing an ever increasing dropoff in brightness of our alkaline zinc line. Even adding significantly more product than normally prescribed dosages has been somewhat ineffective in restoring overall quality. How do we maintain process performance and achieve the finish our customers expect while staying cost effective?
A. Although great strides have been made over the last 30 years in the development of alkaline non-cyanide zinc processes that deliver a bright and ductile deposit, yet remain robust, durable and easy to operate, the truth is that not all “modern” systems are created equal. Many still utilize volatile chemistries that, while relatively low cost, have much narrower operating windows. These materials can be consumed at exponentially higher rates at elevated temperatures and may also cause these chemistries to produce breakdown products that become a nuisance to remove from the plating solution and tank walls. The most common of these particular brightening agents are aldehyde and/or derivatives. It is from this group that the aforementioned complications arise.
Featured Content



Aldehyde compounds are volatile in nature and have a relatively high vapor pressure. As the temperature of the plating solution increases, it begins to more readily vaporize, effectively reducing its productive capability in solution. Naturally, this requires more and more replacement product to achieve the same effect than when the plating solution is at the typically recommended temperature of around 75-85oF (24-30oC).
Additionally, aldehyde compounds are easily oxidized (normally to carboxylic acid COOH group). So, although oxidation readily takes place in the plating cell at the anode during electrolysis, in an alkaline environment (and without additional compounds introduced) the reaction forms a relatively harmless salt. However, when other chemical products are introduced, especially in a well-aged bath where months or even years of organic material has been introduced and saponification from oil (and caustic soda) has taken place, the subsequent product formed may develop into a brown, tar-like substance that is problematic to remove. At elevated temperatures, this process (as well as the general consumption of product) is, of course, accelerated.
Figure 1 shows samples of zinc plating solutions that contain the brightening agent which is most susceptible to breakdown at sustained high temperatures. The solution on the left was plated at 30 minutes at 75oF (24oC), whereas the solution on the right was plated for 30 minutes at 110oF (43oC).
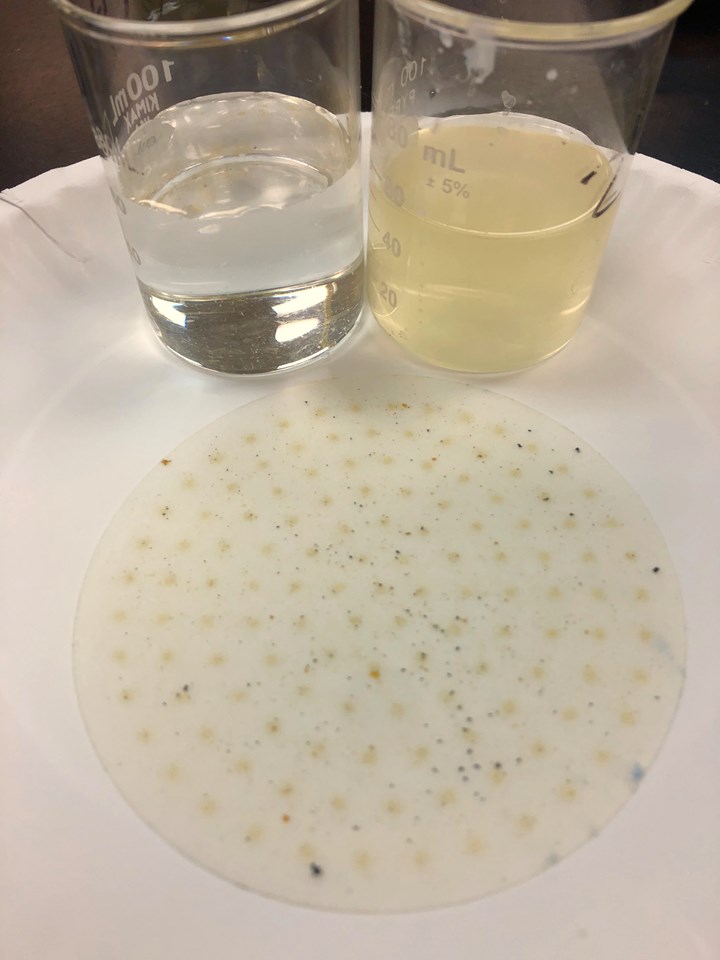
Figure 1
A breakdown of organic material has occurred. It should be noted that we do not recommend running alkaline non-cyanide Zinc systems at higher temperatures (for example, sustained for any extended period at >90oF / 32oC). There are many other reasons that high temperature operation can adversely affect overall performance:
- High temperatures equal greater (than ideal) electrolyte efficiency that leads to "dog bone" plate distribution (high current density area versus low). This reduces the ability to deposit required thickness in recesses or low current density areas (“throw”) that inevitably results in dull deposits.
- High temperatures equal increased brightener consumption and/or unusual consumption rates causing organic imbalance in the bath that may, in turn, cause dullness and/or lack of coverage/throw.
- High temperatures equal increased carbonate generation, which, in turn, leads to higher resistance in the bath — causing a further rise in temperatures that, of course, may compound any/all of the problems as previously discussed.
Of course, anyone who has spent time in a plating job shop in Texas in the middle of July can attest to the fact that, sooner or later, it’s going to get hot. As such, it may be prudent to consider proprietary additive systems that are now available and are specially designed to be significantly more temperature tolerant. The use of such systems will restore the performance of the process and the quality of the work, as well as reduce the (recently increased) chemical overhead.
Graham Torr, CEF, is Managing Director, Global Business at Columbia Chemical. Visit columbiachemical.com.
RELATED CONTENT
-
Coating Systems with the Best Long-Term Performance
The best protection against corrosion and UV exposure, says Axalta’s Mike Withers, is electrocoat and a super durable powder coating.
-
Troubleshooting Bright Nickel Processes: How to Identify the Problem
For bright nickel process troubleshooting, Doug Lay of Coventya suggests narrowing the scope with a checklist.
-
Blistering Defects and How to Avoid Them
Verney Denerville of TIGER Drylac discusses recommendations for avoiding or mitigating blistering defects in powder coatings.













