

Share
Do you ever look around your shop floor and wonder where all the downtime comes from? What about feeling the stress of multiple breakdowns? When it rains, it pours. It is easy to feel overwhelmed in the maintenance and upkeep game while dealing with chemicals, pumps, rectifiers, cranes and controls of the vital production lines in your facility. With temperatures warming up and the humidity skyrocketing, electrical repairs in a metal finishing shop are going to happen more and more frequently. How can we take the time to assess our systems, trace the damage and make meaningful repair decisions that work for us, not just band-aiding the line to have another part go down and find ourselves back at square one? In order to make the best repairs, we need to wear a few different hats.
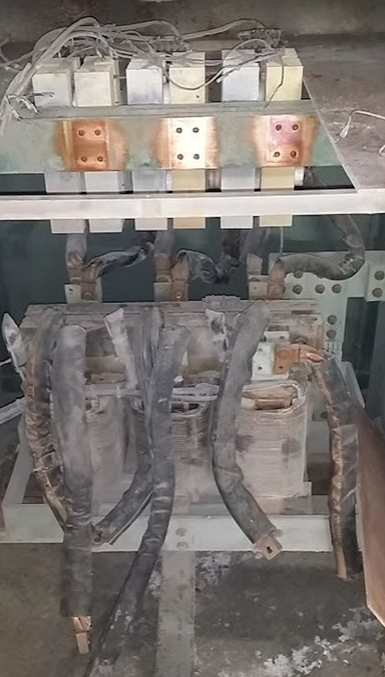
Where to start? This machine has performed faithfully for more than 15 years, then had a catastrophic breakdown. The fix is not as straightforward as we would hope.
Photo Credit: All photos courtesy of Dynapower
Hat One: Electrical Safety
Safety first, and safety always. You need to focus on the rectifier’s current state, and whether or not it is going to continue to cause damage to itself and other equipment, or present a danger to workers. You should assess the area after a breakdown to see if there are lingering hazards: chemical spill, standing water, arc flash residue, leaning debris, fuses not cleared, stored potential energy in water or capacitors, etc. Once you have determined the coast is clear, you need to lock out the power supply while alerting all nearby parties that you will be performing work on the machine. As an added safety precaution, you should then measure if there is power present on the output buss bars — some processes and machines may have coexisting powers in the tank. With no power present, you can then assess the repair.
Featured Content




Capacitor banks like this one, on ripple filters and harmonic filters, can hold a charge even after the machine is turned off.
Hat Two: Electrical Troubleshooting
Ok, what blew up? What parts are damaged? How do we prove they are damaged or not working correctly? This last question may present a challenge to those less tenured maintenance professionals. How does one check to see if a relay is good or bad? Is the coil damaged? Are the relay contacts within designed limits? Is the mechanical actuation of the relay arm smooth? There are many great sources of maintenance training, from suppliers to books on Amazon, to online videos. If your team needs some dedicated efforts in training, be sure to fill that gap sooner than later — the payback is immediate and significant.
Whatever list of parts are determined to be not functioning, replacements should be sourced or readily available on the shelf. If they are on the shelf ready for install, congratulations! You saved you and your company days to weeks of supply chain uncertainty. If the parts need to be sourced, have someone with the engineering or sourcing experience verify that any alternative parts match the key core engineering specifications required of that part.
- Thyristors and Diodes: voltage and amperage ratings, clamping force, and heat characteristics
- Relays: coil voltages, number of circuits, and options on those circuits
- Fuses: element curves, voltages, currents, and time ratings/cycle counts
- Cooling Blocks: water flow rate, temperature exchange, pressure thresholds
- Fans: RPM (revolutions per minute, current draw, voltage requirement, form factor, pitch of blade for CFM (cubic feet per minute)
- Transformers: Voltage ratio, total available wattage, current capacity, frequency, winding arrangement

This machine has a lot that can go wrong in a short, small space. A problem can start local and migrate up and downstream (electrically and literally as it comes to water lines).
Hat Three: Risk Manager
Alright, we assessed the electrical safety, and now we found the parts in the rectifier that failed. Do we just replace them and hope for the best? I am absolutely certain your production team has been screaming at you to restore the line to producing product. What parts or systems were attached to your failed parts? Are these damaged, or compromised now in the life cycle due to the initial failure?
This small bit of analysis can dramatically increase the time between failure on your machine. The responsible approach to proactive replacement of parts will pay dividends in time saved long term. But how do we distinguish between shotgunning parts into a machine and being deliberate and precise with which layers of parts we install? How do we maximize the efficiency of the money we spend before hitting a wall of diminishing returns? I have a method I would like to share with you.
When we analyze the rectifier component that failed, we can trace the power that feeds that part (upstream) and we can trace the power that the failed component itself supplies or feeds (downstream). We used our technical knowledge on the component to know how it functions to qualify it as working or not working. This stream of power gives us a sub-system snapshot of how that “assembly line” is supposed to work.
A -> B -> C -> D -> E
Let’s say the damaged part is labeled “C” in the flow above.

This is an example of a high voltage firing circuit — when the firing circuit IGBTs fail, that high voltage needs to go somewhere. It can bleed into the caps, boards, or any of the support infrastructure. Rarely is a repair isolated to one part.
We can see that in the pictured flow, where C failed. C feeds the downstream D, which in turn feeds downstream E. C is fed by upstream B, which in turn is fed by upstream A. We can almost look at the components in the system like layer rings on a target or growth rings on a tree. If C is the center ring, then B and D are the next outermost layer, and A and E are the farthest most layer.
We can see the B/D layer as the most likely to be compromised in the event of failure. These are the parts that give the largest return on investment for replacement. Of course, there are exceptions, and of course, it depends on the severity of the failure… but as a rule of thumb, this is the greatest payback for your efforts in repair. This limits the spider web effect of damage from shortening the life expectancy of the supporting parts in the system — the parts directly preceding and directly after the damaged component — and having breakdowns happen again in a short amount of time. Bulletproof your repair to lengthen the time between failures of your machine.
Stepping out of your role as a repairman and into the multiple roles that drive value into your repair is difficult but rewarding. The knowledge you employ pays dividends in saved time and maintaining functionality for longer. You can achieve stronger, more durable repairs, improve the life expectancy of your rectifier, save on the cost of ownership, and improve the safety of your facility for your employees.
RELATED CONTENT
-
Plating Q&A: Can you color stainless steel?
Our expert, Art Kushner, says yes, you can color stainless steel, but it is not a process that is typically performed in a plating shop. Read more about his answer.
-
Masking for Surface Finishing
Masking is employed in most any metal finishing operation where only a specifically defined area of the surface of a part must be exposed to a process. Conversely, masking may be employed on a surface where treatment is either not required or must be avoided. This article covers the many aspects of masking for metal finishing, including applications, methods and the various types of masking employed.
-
Zinc Electroplating
Choosing the best process for your operation.












